
NEWS CENTER

What factors influence the straightness of seamless steel hydraulic tubing?
What factors influence the straightness of seamless steel hydraulic tubing?
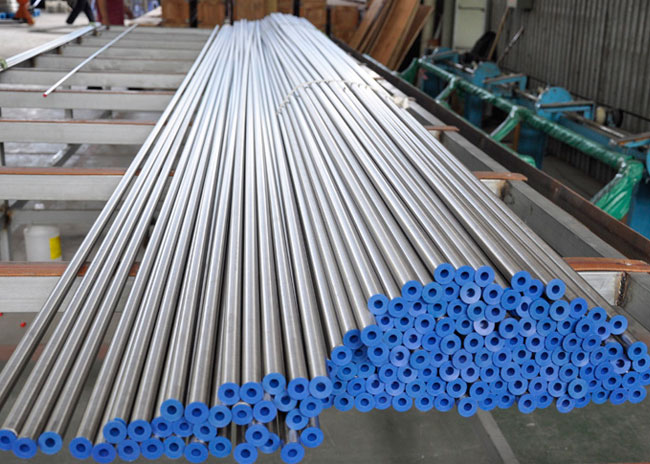
The straightness of seamless steel hydraulic tubing has a significant impact on pipes used for precision machinery and hydraulic cylinders. High straightness accuracy can improve customers post-processing efficiency and reduce production costs. One of the biggest concerns when purchasing seamless steel hydraulic tubing is the possibility of receiving pipes that cannot be processed, leading to waste in production costs and delays in delivery. Therefore, straightness in seamless steel hydraulic tubing is of utmost importance.
1. Outdated Straightening Equipment
Outdated straightening equipment with poor straightening accuracy cannot significantly improve the straightness of seamless steel hydraulic tubing, only achieving a visual straightness without bends. Such straightness requirements for seamless steel hydraulic tubing are not sufficient for precision machining industries. For applications like hydraulic cylinders, high straightness requirements are needed to maintain consistent inner diameters. Outdated straightening equipment cannot meet these requirements. We have advanced straightening equipment that can control the straightness accuracy of seamless steel hydraulic tubing to within 0.5mm/m, meeting the production requirements of hydraulic cylinders.
2. Production Processes for seamless steel hydraulic tubing
Seamless steel hydraulic tubings are produced using two different processes: precision rolling and cold drawing. Generally, seamless steel hydraulic tubing produced through precision rolling have better straightness than those produced through cold drawing. This is because precision rolling is a form of rolling and does not subject seamless steel hydraulic tubing to significant elastic deformation. However, in the cold drawing process, seamless steel hydraulic tubing are stretched, resulting in substantial elasticity. When the seamless steel pipe is removed from the drawing machine, plastic deformation occurs.
These are the factors that affect the straightness of seamless steel hydraulic tubing. Straightness is a crucial parameter for pipes used in precision applications, and the better the straightness, the higher the yield during post-processing. For fields such as hydraulic cylinders and mechanical components, high straightness requirements are essential.
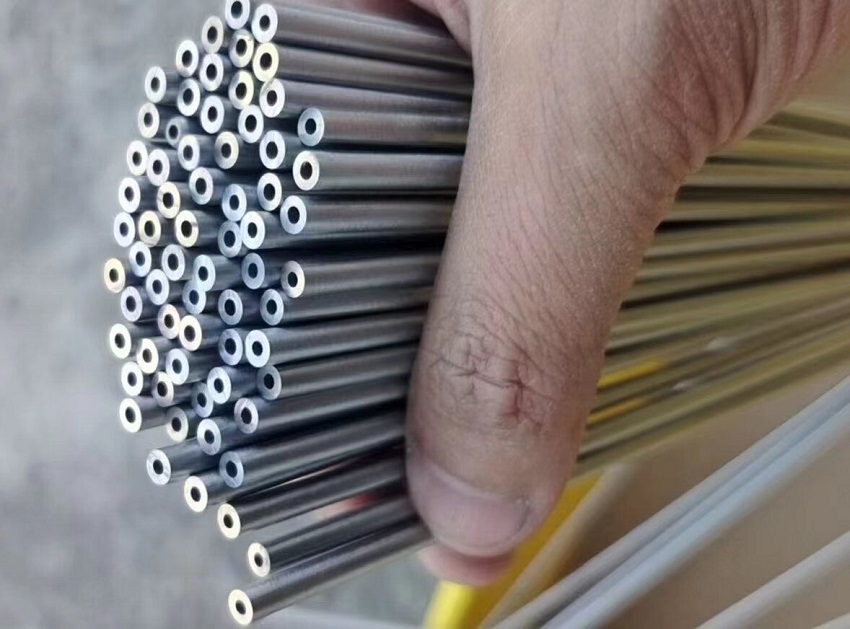
The straightness of seamless steel hydraulic tubing is a critical factor in ensuring its performance and reliability in hydraulic systems. Seamless tubing is preferred in hydraulic applications because it offers uniformity in material composition and structural integrity without the risk of weak points like those found in welded tubing.
3. Straightness Tolerance of Seamless Steel Hydraulic Tubing
Manufacturers typically specify the allowable straightness tolerance for seamless steel hydraulic tubing to ensure it meets the required standards for performance and safety. This tolerance is usually expressed in terms of deviation from a perfectly straight line over a certain length of tubing.
|
Tube Diameter (mm) |
Tolerance Range (mm/m) |
|
≤ 6 |
± 0.15 |
|
6 < d ≤ 12 |
± 0.20 |
|
12 < d ≤ 30 |
± 0.25 |
|
30 < d ≤ 50 |
± 0.30 |
|
50 < d ≤ 80 |
± 0.40 |
Various methods are employed during the manufacturing process to control and maintain straightness, including precision cold drawing and straightening techniques. Additionally, quality control measures such as visual inspection and dimensional testing are carried out to verify the straightness of the tubing before it is used in hydraulic systems.
4. How to straighten hydraulic seamless pipes?
Roll straightening is one of the most commonly used and efficient methods in the manufacturing process of steel pipes. Its working principle involves using multiple sets of straightening rollers arranged at specific angles to apply repeated bending forces to the steel pipe. As the pipe passes through the straightening machine, these forces gradually eliminate any bends and irregularities, achieving the desired high degree of straightness. During the straightening process, the pipe is subjected to repeated forces between the rollers, allowing internal stresses to be equalized and released, ultimately restoring the pipe to a straight state. Roll straightening is suitable for steel pipes of various diameters and wall thicknesses, particularly effective for large-diameter and thick-walled pipes. This method enables efficient mass production while ensuring that the straightness and quality of the steel pipes meet strict standards.
The straightness of seamless steel hydraulic tubing is crucial for its performance in hydraulic systems, ensuring proper alignment and sealing to prevent issues like uneven wear, leakage, and reduced efficiency. Industry standards such as ASTM, DIN, and EN define tolerance levels for straightness, which are measured using laser devices, straightedges, or dial indicators. Achieving the required straightness involves manufacturing processes like cold drawing, heat treatment, and straightening, followed by precision alignment techniques. Strict quality control measures are implemented throughout production to ensure compliance with these standards, maintaining the tubings integrity and functionality in industrial applications.

Seamless Hydraulic Tube


Copyright © 2015-2023 T.S. Industrial Corporation Limited Precision stainless steel tubing Stainless steel capillary tube Stainless instrument tubing Seamless hydraulic tubing Stainless hydraulic tubing Stainless steel hydraulic tubing Google-sitemap 
请输入搜索关键字
确定