
NEWS CENTER
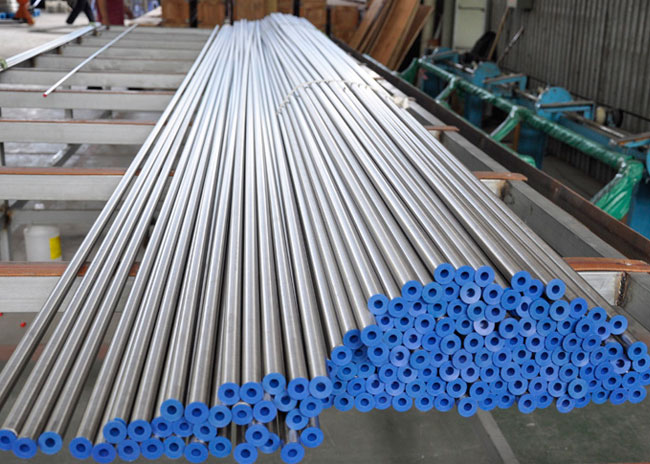

Introduce Titanium Alloy Coiled Tubing
As the demand for oil and gas continues to grow, exploration and production are increasingly shifting to deep-sea environments and onshore regions with harsh conditions and complex geological formations, where downhole temperatures can reach 150°C–300°C or even higher. Conventional steel materials tend to soften at elevated temperatures, leading to reduced strength and creep failure. When steel coiled tubing is deployed to depths exceeding 7,000 meters, the power of the operational equipment becomes insufficient due to the tubing’s excessive weight. At greater lengths, the self-weight of the steel tubing may even cause it to rupture. Consequently, there is an urgent need for lightweight, high-strength-to-weight-ratio, and corrosion-resistant titanium alloy tubing to meet the stringent requirements of extreme oil and gas operations and offshore environments.
Titanium alloy coiled tubing serves as a critical solution for ultra-deep and extreme-depth well development. Its advantages—including high strength, low density, and exceptional corrosion resistance—enable its use as velocity strings, completion strings, work strings, and other applications in ultra-deep wells, high-temperature/high-corrosion environments, and marine settings.
The application of titanium alloy coiled tubing effectively mitigates operational risks in ultra-deep wells, extreme-depth wells, and marine environments with highly corrosive media, while significantly extending the service life of the tubing.
Core Advantages of Titanium Coiled Tubing
1. Lightweight:
The density of titanium alloy is approximately 4.5 g/cm³, only 58% of steel (7.8 g/cm³). Under identical dimensions, this significantly reduces the weight of the tubing string, lowering transportation and operational energy consumption.
2.High Strength:
Titanium alloy exhibits a tensile strength exceeding 900 MPa, with a strength-to-weight ratio far surpassing that of conventional carbon steel and stainless steel.
3.Superior Corrosion Resistance:
Compared to standard steel coiled tubing (e.g., CT110), titanium alloy coiled tubing demonstrates 63 times higher corrosion resistance, with minimal difference in corrosion resistance between the tubing body and welds.
Titanium alloy coiled tubing offers excellent resistance to pitting, stress corrosion cracking (SCC), and corrosion from alkalis, chlorides, hydrogen sulfide (H₂S), and certain oxidizing acids.
Research by the National Association of Corrosion Engineers (NACE) indicates that in H₂S-containing well environments, titanium alloy’s corrosion resistance surpasses even high-end Ni-Cr-Mo alloys.
4.Extended Fatigue Life:
Titanium alloy exhibits exceptional fatigue resistance. Under identical stress levels:
In ambient air, its fatigue life is over 10 times longer than carbon steel.
In corrosive environments, its fatigue life remains over 10 times higher than carbon steel, significantly enhancing the service life of coiled tubing
Technical Specification
Material: pure titanium & titanium alloy
Length: up to 12,000 meters or more
Applications of Titanium Coiled Tubing
Titanium alloy coiled tubing can be used in oilfield well repair, well logging, ultra-deep wells, oceans, harsh corrosive environments, etc.
As a line pipe, it is used for oil and gas transportation in well sites or oceans
Its operation is diverse, fast and reliable
Available Tests
Non-destructive Testing (NDT):
Liquid penetrant testing is applied to the pipe body and straight welds.
Radiographic testing is used for inclined welds.
Tensile Testing:
Two specimen types are employed: full-pipe tensile specimens with straight welds and full-pipe tensile specimens with inclined welds.
Hardness Testing:
Full cross-section hardness ring specimens are selected to evaluate hardness in both the weld zones and base material.
Flattening Test:
Straight weld full-pipe specimens are used.
During flattening, the two compression plates are positioned at 0° and 90° relative to the weld seam.
Flaring Test:
Straight weld full-pipe specimens are tested.
The minimum inner diameter after flaring must be 1.25 times the original inner diameter of the coiled tubing.
Metallographic Examination:
Microstructural analysis is conducted on the coiled tubing body, straight welds, and inclined welds.
Hydrostatic Burst Testing:
Straight weld coiled tubing specimens are subjected to internal pressure until failure.
Fatigue Testing:
Specimens with straight welds and inclined welds are tested under cyclic internal pressure.
Collapse Testing:
Straight weld coiled tubing specimens are exposed to external pressure to evaluate collapse resistance.

Titanium Alloy Coiled Tubing


Copyright © 2015-2023 T.S. Industrial Corporation Limited Precision stainless steel tubing Stainless steel capillary tube Stainless instrument tubing Seamless hydraulic tubing Stainless hydraulic tubing Stainless steel hydraulic tubing Google-sitemap 
请输入搜索关键字
确定