
NEWS CENTER
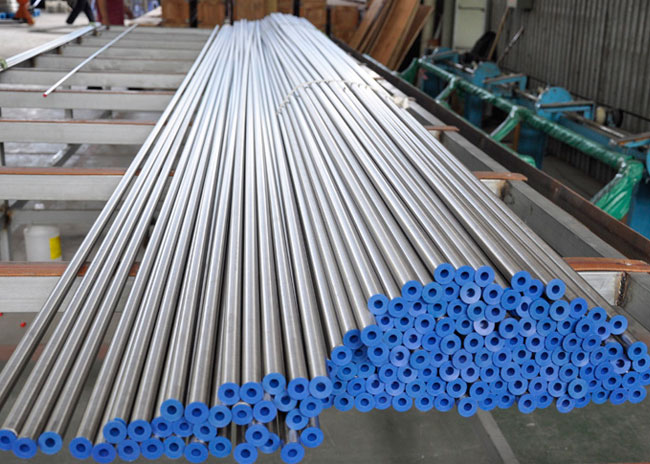

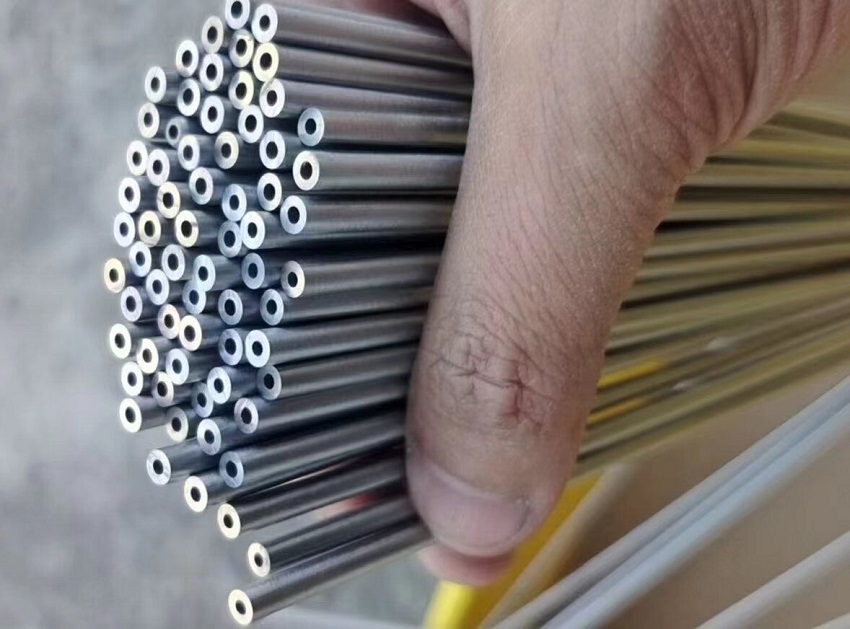
Seamless hydraulic tubular manufacturing method and processes
Seamless hydraulic tubular manufacturing involves a series of highly controlled processes to produce tubes with uniform strength and structure, essential for high-pressure hydraulic applications.
1. Seamless Hydraulic Tubular Steel Making
Melting:
- The steel making process begins with melting raw materials in an Electric Arc Furnace (EAF). This method is efficient and allows precise control over the temperature and composition of the molten steel.
- The EAF used should have an Eccentric Bottom Tapping (EBT) system. This system helps in cleanly tapping the molten steel from the furnace, minimizing slag carryover and other impurities.
De-oxidation:
- Aluminum de-oxidation is employed to produce fine grain, fully killed steel. This process removes oxygen from the molten steel, preventing the formation of gas pockets and ensuring a more uniform and defect-free structure.
Refining:
- Liquid steel is further refined in the Ladle Furnace by controlling the slag composition and using Argon gas bubbling. This process helps in homogenizing the temperature and composition of the steel.
- If necessary, the steel undergoes vacuum degassing to remove dissolved gases like hydrogen and nitrogen, which can cause brittleness and other defects.
Continuous Casting:
- The refined liquid steel is then cast into bars using a continuous casting process. This step is crucial for producing high-quality billets that will be further processed into seamless tubes.
2. Seamless Hydraulic Tubular Rolling
Piercing and Rolling:
- The solid steel bars produced from continuous casting are transformed into seamless tubes through a piercing and rolling process. This involves:
- Piercing: Creating a hollow tube from a solid billet by forcing a mandrel through its center.
- Rolling: The hollow tube is then elongated and reduced to the desired size and wall thickness using a retained mandrel mill, floating mandrel mill, or plug mill. These mills work under hot conditions to shape the steel while maintaining its structural integrity.
3. Seamless Hydraulic Tubular Cold Drawing
Cold Drawing:
- After hot rolling, the tubes are cold drawn to achieve precise final dimensions. Cold drawing involves pulling the tube through a die to reduce its diameter and wall thickness while improving surface finish and dimensional accuracy.
4. Seamless Hydraulic Tubular Heat Treatment
Heat Treatment:
- The cold-drawn tubes are heat treated to achieve the specified mechanical properties. This process involves heating the tubes to a defined temperature and then cooling them at a controlled rate.
- Heat treatment is performed in automated lines where the cycle is carefully controlled based on the pipe diameter, wall thickness, and steel grade to ensure uniform properties throughout the tube.
5. Seamless Hydraulic Tubular Straightening
Straightening:
- Post heat treatment, the tubing undergoes straightening to ensure it meets the required straightness specifications. This step is essential for the performance of hydraulic tubes, which must fit precisely in hydraulic systems.
6. Seamless Hydraulic Tubular Skiving and Burnishing (Optional)
Skiving and Burnishing:
- If specified, the inner diameter (ID) of the tubes can be processed by skiving and roller burnishing. Skiving involves removing a thin layer from the inner surface to improve roundness and surface finish.
- Roller burnishing follows, which plastically deforms the surface to achieve a smooth, hard finish with tight tolerances.
Honing (Optional):
- As an alternative to skiving and burnishing, the ID can be honed to achieve the desired surface quality and dimensions. Honing involves using abrasive stones to remove material from the inner surface, resulting in a precise and smooth finish.
Seamless hydraulic tubular manufacturing method ensures high-quality tubes with excellent mechanical properties, dimensional accuracy, and surface finish, meeting the stringent requirements for hydraulic applications. Each step from steel making to final processing is carefully controlled to maintain the integrity and performance of the tubes.
6. Seamless Hydraulic Tubular Abbreviations
|
N |
normalizing heat treatment |
|
SR |
stress relieving heat treatment |
|
OD |
tube outer diameter |
|
ID |
tube inner diameter |
|
W |
specimen width |
|
WT |
tube wall thickness |
|
H8, H9, H10, H11 |
ISO tolerance in accordance with ISO 286-2 |
|
PO |
Production Order |
|
HFL |
High Fatigue Life |
|
EC |
Eddy current |
|
US |
Ultrasonic test |

Seamless hydraulic tubular


Copyright © 2015-2023 T.S. Industrial Corporation Limited Precision stainless steel tubing Stainless steel capillary tube Stainless instrument tubing Seamless hydraulic tubing Stainless hydraulic tubing Stainless steel hydraulic tubing Google-sitemap 
请输入搜索关键字
确定