
NEWS CENTER

Cold Finished Stainless Steel Tube Manufacturing Flow Chart
Cold Finished/Cold Rolled/Cold Drawn Stainless Steel Tube Technology Flow Chart
Cold Finished/Cold Rolled/Cold Draw Stainless Steel Tube is a metal forming process that allows manufacturers to produce high-precision tubes. The dimensions of the tube are reduced by pulling it through a conical converging die with or without inner tool.
Simplified main production process: Round steel → Inspection → Peeling → Cutting → Centering → Heating → Piercing → Pickling → Heading → Inspection and Grinding → Cold Rolling (Cold Drawing) → Degreasing → Heat Treatment → Straightening → Tube Cutting (Fixed Length) → Pickling/Passivation → Final Inspection (Eddy Current, Ultrasonic, Hydraulic Pressure) → Packaging and Warehousing.
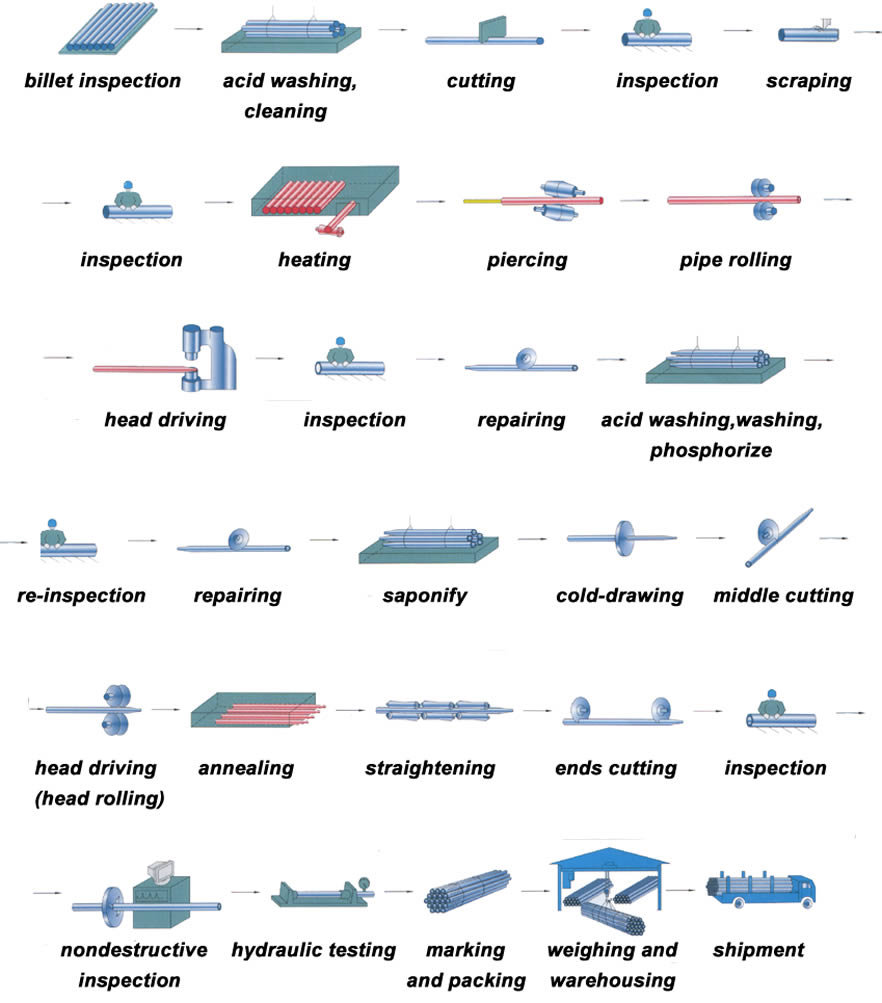
Cold Finished Stainless Steel Tube Manufacturing Flow Chart
1. Round Rod steel cutting:
After receiving round steel from the raw material warehouse, calculate the cutting length according to the process requirements. Segments are marked on the round steel, and a circular saw starts cutting along the marked lines. The cut round steel is stacked based on steel type, furnace number, production batch, and specifications, with different colors of paint used to differentiate the ends.
2. Centering:
When centering on the radial drill, locate the center point on a section of the round steel, mark it, and then vertically fix it on the drill table for centering. Centered round steel is stacked based on steel type, furnace number, specifications, and production batch.
3. Peeling:
After passing the incoming material inspection, peeling is carried out, including lathe peeling and whirlwind cutting. Lathe peeling involves peeling on a lathe using a one-clamp-one-support method, while whirlwind cutting involves suspending the round steel on a machine for cutting.
4. Surface inspection:
Quality inspection is conducted on the peeled bright round steel, and surface defects are marked. Grinding is performed by grinding personnel until the steel is qualified. Qualified round steel is stacked based on steel type, furnace number, specifications, and production batch.
5. Round steel heating:
Heating equipment includes gas-fired inclined-bottom furnaces and gas-fired box furnaces. In the case of large quantities of incoming materials, an inclined-bottom furnace is used, while a box furnace is used for small quantities. Different types of round steel are separated with old films when loaded into the furnace to ensure uniform heating.
6. Hot piercing:
Using piercing machines and air compressors, round steel is pierced according to its specifications. The pierced rough tubes are immersed in a water tank for sufficient cooling.
7. Inspection and grinding:
The inspected rough tubes should have smooth and defect-free surfaces. Any surface defects are locally ground until the tube is qualified. Qualified rough tubes or those with minor defects are stacked according to steel type, furnace number, specifications, and production batch.
8. Straightening:
Incoming bundled rough tubes from the piercing workshop are straightened using vertical straightening machines, horizontal straightening machines, and vertical hydraulic presses (used for pre-straightening when the Tubing has a large bend). Nylon sleeves are used to prevent tube movement during straightening.
9. Tube cutting:
After straightening, rough tubes need to have their ends cut according to the production plan, using grinding cutters.
10. Pickling:
Straightened steel Tubings undergo pickling to remove oxide scale and impurities from the surface. The pickling process involves slowly lowering the steel Tubing into the pickling tank using an overhead crane. After pickling, the Tubing is rinsed in a water tank and then flushed with high-pressure water to clean the inside and outside surfaces.
11. Grinding, internal inspection, and internal shot blasting:
Pickled steel Tubings enter the external grinding process. After grinding, the Tubings undergo internal inspection using an endoscope. Tubings with non-compliance or special requirements undergo internal shot blasting.
12. Cold rolling process/Cold drawing process
Cold rolling:
Steel Tubings are rolled by the rollers of a cold rolling mill, undergoing continuous cold deformation to change their dimensions and length. Cold-rolled steel Tubings have a fast forming speed, large deformation, and high production yield.
Cold drawing:
Without heating, steel Tubings undergo necking and wall thickness reduction using a cold drawing machine to change their dimensions and length. Cold-drawn steel Tubings have high dimensional accuracy and good surface finish. The specific cold drawing process includes:
① Heading welding: Before cold drawing, one end of the steel Tubing needs to be headed (for small-diameter Tubings) or welded (for large-diameter Tubings) to prepare for the drawing process. For a small quantity of special specifications, the Tubing may need to be heated before heading.
② Lubrication and drying: After heading (welding), the steel Tubing needs to be lubricated on the inner bore and outer surface before cold drawing. Tubings with applied lubricant must be dried before cold drawing.
③ Cold drawing: Dry Tubings enter the cold drawing process, using chain-type cold drawing machines and hydraulic cold drawing machines.
13. Degreasing:
The purpose of degreasing is to remove rolling oil adhering to the inner wall and outer surface of the rolled steel Tubing through rinsing, preventing surface contamination during annealing and avoiding carbon increase.
14. Heat treatment:
Heat treatment restores the plasticity of materials through recrystallization, reducing the deformation resistance of the metal. The heat treatment equipment is a natural gas solid solution heat treatment furnace.
15. Final pickling:
After cutting, the steel Tubings undergo final pickling to passivate the surface, forming an oxide protective film on the steel Tubing surface to enhance corrosion resistance.
16. Final inspection:
The process of final inspection and testing mainly includes surface inspection → eddy current testing → ultrasonic testing → hydraulic pressure testing → air pressure testing. Surface inspection involves manually checking for defects on the steel Tubing surface, ensuring the length and outer wall dimensions are compliant. Eddy current testing is used to check for leaks in the steel Tubing, while ultrasonic testing uses ultrasonic wave probes to check for internal and external cracks. Water and air pressure testing use hydraulic and pneumatic machines to detect water and air leakage, ensuring the integrity of the steel Tubing.
17. Packaging and warehousing:
Steel Tubings that pass final inspection enter the finished product packaging area for packaging. Packaging materials include hole caps, plastic bags, canvas, wooden boards, stainless steel straps, etc. The ends and outer surfaces of the packaged steel Tubings are padded with small wooden boards and securely tied with stainless steel straps to prevent contact and collisions between Tubings during transportation. Packaged steel Tubings enter the finished product storage area.


Copyright © 2015-2023 T.S. Industrial Corporation Limited Precision stainless steel tubing Stainless steel capillary tube Stainless instrument tubing Seamless hydraulic tubing Stainless hydraulic tubing Stainless steel hydraulic tubing Google-sitemap 
请输入搜索关键字
确定